Manufacturing Process of Electrical Steel
Manufacturing Process of Electrical Steel
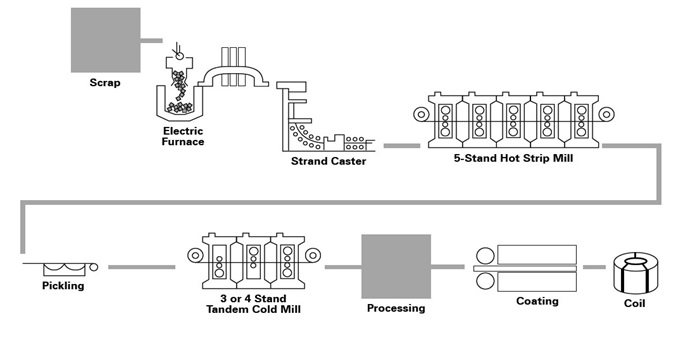
Steels are refined, melted and rolled by processes similar to those used for carbon steels. However, much more careful control is exercised at every stage of production. The term electrical refers to the application of the steels rather than to the method used in their melting. Some mill does use electric furnaces for melting these steels, along with modern production methods such as continuous casting and Argon Oxygen Decarburization (AOD) help to assure consistent quality.
Slabs of electrical steel are rolled at high temperatures into heavy gauge coils. Coils are then acid pickled to remove scale.The material is then cold rolled to final gauges in oil form and annealed. Oriented Electrical Steels are cold reduced and subjected to various processing steps that are essential for developing their preferred grain orientation.
FLOW OF STEELMAKING FOR ELECTRICAL STEELS
COMPOSITION OF ELECTRICAL STEELS
Flat-rolled electrical steels are produced to meet magnetic property specifications rather than specific chemical composition. Magnetic characteristics are of first importance and are dependent on processing as well as on chemical composition. However, to indicate the varieties of core materials and show how they are generally classed according to composition, the typical chemical analyses of a few of these materials are listed.
Silicon is the primary alloying element in electrical steels. It is added because it increases the volume resistivity of the steel and thereby reduces the eddy current component of core loss. Silicon is more effective in this respect than any other element which may be conveniently added. Silicon has an added benefit in that it affects the grain structure of the steel and thus gives somewhat improved core loss by its reduction of the hysteresis component in nonoriented electrical steels. Additionally, certain levels of silicon must be maintained to avoid a phase change and thus aid the crystal orientation process in oriented electrical steels.
Depending upon the type of product, the other main alloying elements added to electrical steel are aluminum and manganese. Each of these usually is added in amounts less than 1.0% and more often between 0.1 and 0.5%. These elements are added mainly for their metallurgical effect rather than for any physical effect such as volume resistivity. They also favorably affect grain structure of the steel, thereby contributing to the lowering of the hysteresis component of the core loss.
Other elements are present in electrical steels but are essentially impurities and are found only in residual amounts. Carbon is one element that changes in content from that present in the melt to that in the final product. Special heat treatments are given during mill processing to lower carbon content of the fully processed material to very low values. This removal of carbon occurs during annealing of the semi-processed grades by the customer.
In the case of grain oriented steels, impurities such as sulphur and nitrogen are required initially to help develop the final crystal orientation, but these elements are then removed in the final anneal. Since the magnetic quality of electrical steel is a function of chemical analysis and of mill processing, there may be some overlapping of the grades as shown in Table 2. However, core loss will generally vary with silicon content, with increasing silicon producing an improved core loss grade but resulting in lowering of high induction permeability.
APPROXIMATE COMPOSITION OF FLAT-ROLLED ELECTRICAL STEELS* (AFTER FINAL ANNEAL)
| Designation | Description of Material | Composition, % | ||||
|---|---|---|---|---|---|---|
| C | Mn | P | S | Si | ||
| M-45 | Low Silicon Steel | 0.003 | 0.15 | 0.03 | 0.001 | 1.6 |
| M-27 | Medium Silicon Steel | 0.003 | 0.15 | 0.01 | 0.001 | 2.0 |
| M-15 | High Silicon Steel | 0.003 | 0.15 | 0.01 | 0.001 | 2.7 |
| M-4 | Grain Oriented Silicon Steel | 0.003 | 0.15 | 0.01 | 0.001 | 3.1 |
*These compositions are merely illustrative but are useful in differentiating these grades from other ferro-alloys. Chemical specifications are not acceptable in ordering electrical steel. Elements other than those listed are usually present in relatively small amounts.
AISI DESIGNATIONS
| Silicon Steel General Types | Grade AISI Designation |
| Non Oriented | |
| M-15 | |
| M-19 | |
| M-22 | |
| M-27 | |
| M-36 | |
| M-43 | |
| M-45 | |
| M-47 | |
| Oriented | |
| M-2 | |
| M-3 | |
| M-4 | |
| M-6 |
GAUGE SYSTEM
The Electrical Steel Standard Gauge (ESSG) is based upon the thickness of material, whereas other gauge systems are based upon the weight of metal per unit area. In electrical steels, weight per unit of surface area for material of the same thickness is not constant for different grades. Table 3 shows how density varies with silicon content. The ASTM currently recommends use of the assumed values of density. This is done to eliminate the necessity of calculating the density for every individual melt of steel.
Although electrical steels are available in a variety of thicknesses, only a few grades are used extensively. These include ESSG No. 24 0.025 in. (0.64 mm), No. 26 0.0185 in. (0.47 mm), and No. 29 0.014 in. (0.35 mm) for nonoriented electrical steels; ESSG No. 29 0.014 in. (0.35 mm), 0.011, 0.009 and 0.007 in. (0.27, 0.23 and 0.18 mm) for oriented electrical steels. The decimal thickness for each gauge is a nominal value or aim point used in manufacture. Standard American Iron & Steel Institute and ASTM tolerances apply to each gauge.