Manufacturing Process of Seamless Pipes
Manufacturing Process of Seamless Pipes
Pierce and Pilger process
The pierce and pilger method for the production of seamless pipe is also referred to as the Mannesmann process after its inventors, the Mannesmann brothers. It is employed for outside diameters from approx. 60 to 660 mm and wall thicknesses from 3 to 125 mm.
Depending on the ratio of wall thickness to diameter and the weight of the starting ingot, pipe lengths of up to 28 m can be manufactured by this technique. To this end, the largest rolled pipes are reheated and then expanded either by pulling through a plug – a process often performed in several passes to gradually increase the outside diameter or by rolling on a becking mill.
- Figure - The piercing process as performed on a Mannesmann cross roll piercing mill
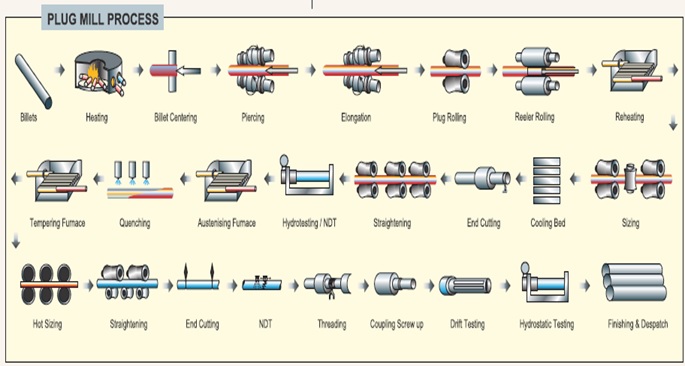
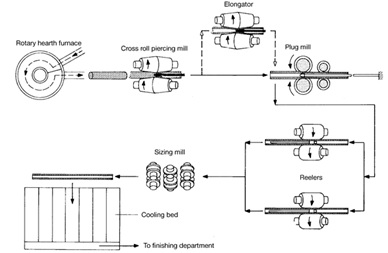
Plug rolling process
Seamless tubes in the diameter range from approx. 60 to 406 mm with wall thicknesses from approx. 3 to 40 mm are produced nowadays on plug mills. The usual wall thickness range lies between the limits of normal wall thickness to DIN 2448 up to four times normal wall thickness as a function of outside diameter.
The blooms are heated in a rotary hearth furnace to a forming temperature of approx. 1280 °C. Following high-pressure waterjet descaling, the bloom is pierced in the cross roll piercing mill to produce a thin-walled hollow shell which is elongated to between 3 and 4.5 times its original length, corresponding to a deformation level of between 65 % and 75 %.
- Figure - The piercing process as performed on a Mannesmann cross roll piercing mill
Continuous mandrel rolling process
Continuous mandrel rolling mills consist of between 7 and 9 closely arranged in-line rolling stands which are offset by 90° to their adjacent neighbours and inclined at 45° to the horizontal. The circumferential speeds of the rolls are adjusted to one another in accordance with the reductions in cross-sectional area, so as to ensure that there are no appreciable tensile or compressive forces acting on the stock between the stands.
There is a certain clearance between the mandrel bar and the pipe material in the region of the flanks of the oval pass formed by the two-high rolls . In the last round pass, this clearance is evenly distributed around the entire circumference in order to enable the tube to be stripped from the mandrel bar.
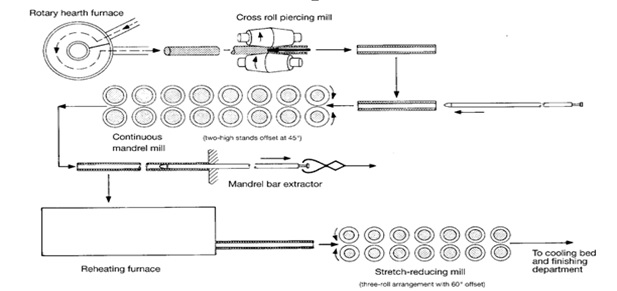
- Figure - Diagrammatic representation of a continuous mandrel mill
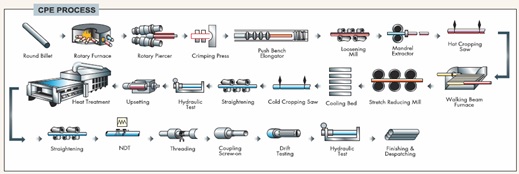
Push bench process
This process is also known as the rotary forge process, and – in Germany – after the name of its inventor, as the Ehrhardt process. It is employed for the manufacture of tube in the diameter range from approx. 50 to 170 mm with wall thicknesses from 3 to 18 mm and lengths up to 18 m. Modern push bench plants usually only produce one (large) hollow bloom size, leaving a downstream stretch- reducing mill to convert this into all the usual tube dimensions down to a smallest outside diameter of approx. 20 mm.
The starting material used may be square, octagonal or round blooms or billets, either rolled or of continuously cast material. Following heating to forming temperature in a rotary hearth furnace, these are placed in the cylindrical die of a piercing press. A piercing mandrel then forms them into a thick walled hollow shell with a closed bottom. The hollow shell passes to an elongator, usually equipped with three rolls, where it is forged over a mandrel bar to approx. 1.8 times its original length.
This reduction process also produces greater wall thickness evenness. The hollow bloom is then elongated on the push bench, without reheating, to between 10 and 15 times its incoming length, using a mandrel bar as the internal tool.
- Figure - Diagrammatic representation of push bench process
Pierce and Draw process
This process, also developed by H. Ehrhardt, is similar to the push bench variant The production range of such facilities lies between approx. 200 and 1450 mm in outside diameter, with wall thicknesses ranging from approx. 20 to 270 mm. This therefore provides an effective complement to the product mix available in large pilger mills.
With a maximum length of around 10 m, tube blanks and hollow sections can be manufactured (in all steel grades), by this process for items such as power plant components, hydraulic cylinders, high-pressure gas cylinders and pressure vessels, as can products such as thick-walled square section tubes.
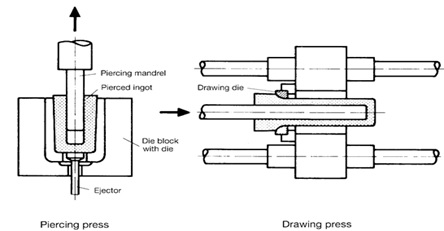
- Figure - Pierce and draw process